Raptor® Fire and Explosion Prevention Devices

Raptor® Fire and Explosion Prevention, Fire Isolation & Diversion
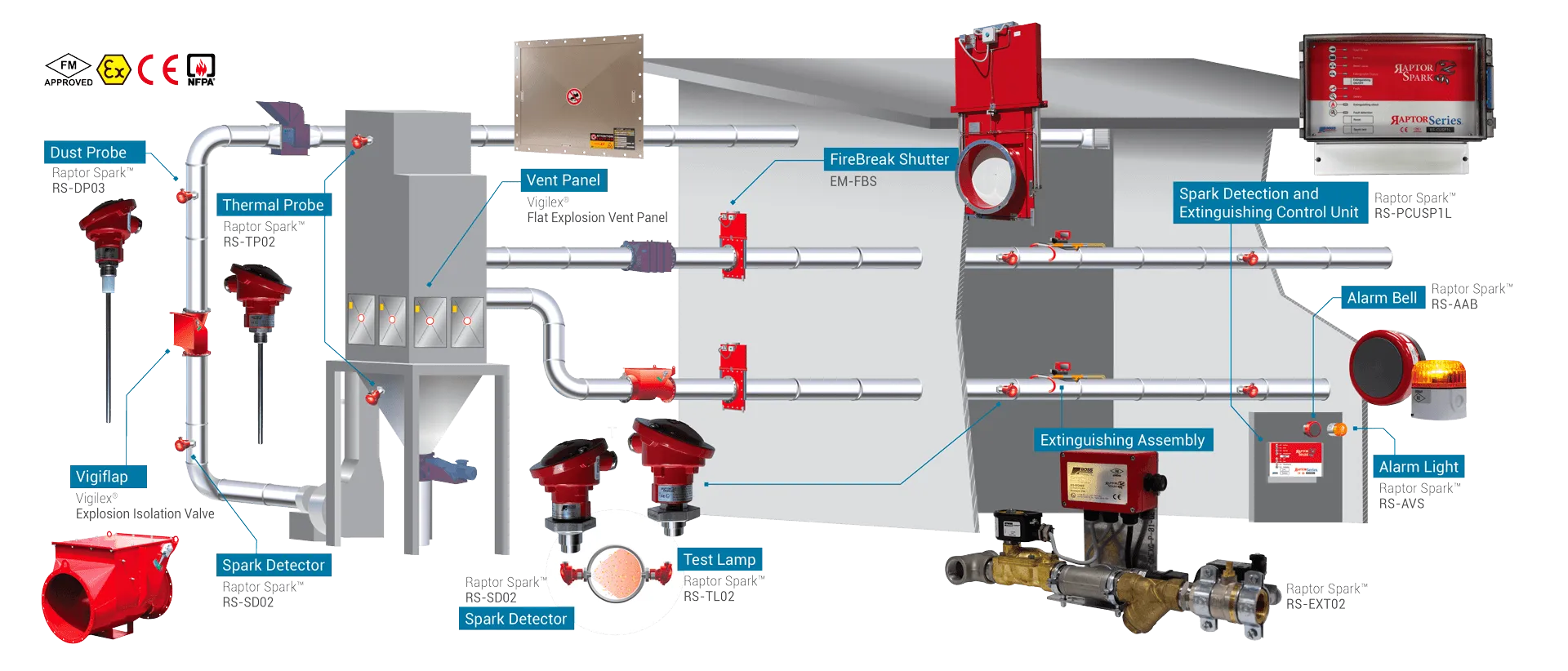
The Raptor Spark® family of Fire and Explosion Prevention, Fire Isolation and Diversion devices are designed to keep any size facility as safe as possible. Automatic functions include hazard detection, system shut-down, isolation/abort, and extinguishing and/or suppression. Let Environmental Solutions customize and program a system based upon your specific facility requirements. Systems can be as simple, or as complex, as needed.
CALL TOLL FREE 1-866-438-7891
Raptor Spark® System Components

Raptor Spark® Detection & Extinguishing Control Unit RS-PCUSP1L
1-zone spark detection and extinguishing control panel, 6 inputs and 6 outputs (1-timed, 4 programmable dry alarm contact), IP 65 enclosure, indicator lights for system status, soft touch buttons for system operation, battery back-up, acoustic alarm bell, optical strobe alarm light, 85-264 VAC inout power, 24 VDC control power, CE listed, FM approved.

Raptor Spark® Detection & Extinguishing Control Unit RS-PCU1610SD
5-zone spark detection and extinguishing control panel, 16 inputs and 10 outputs (5- timed, 5 programmable dry alarm contact), IP 54 enclosure, microprocessor, soft touch keypad, modem card (USB, Bluetooth, ethernet), battery back-up, acoustic alarm bell, optical strobe alarm light, 90-264 VAC input power, 24 VDC control power, CE listed, FM approved.
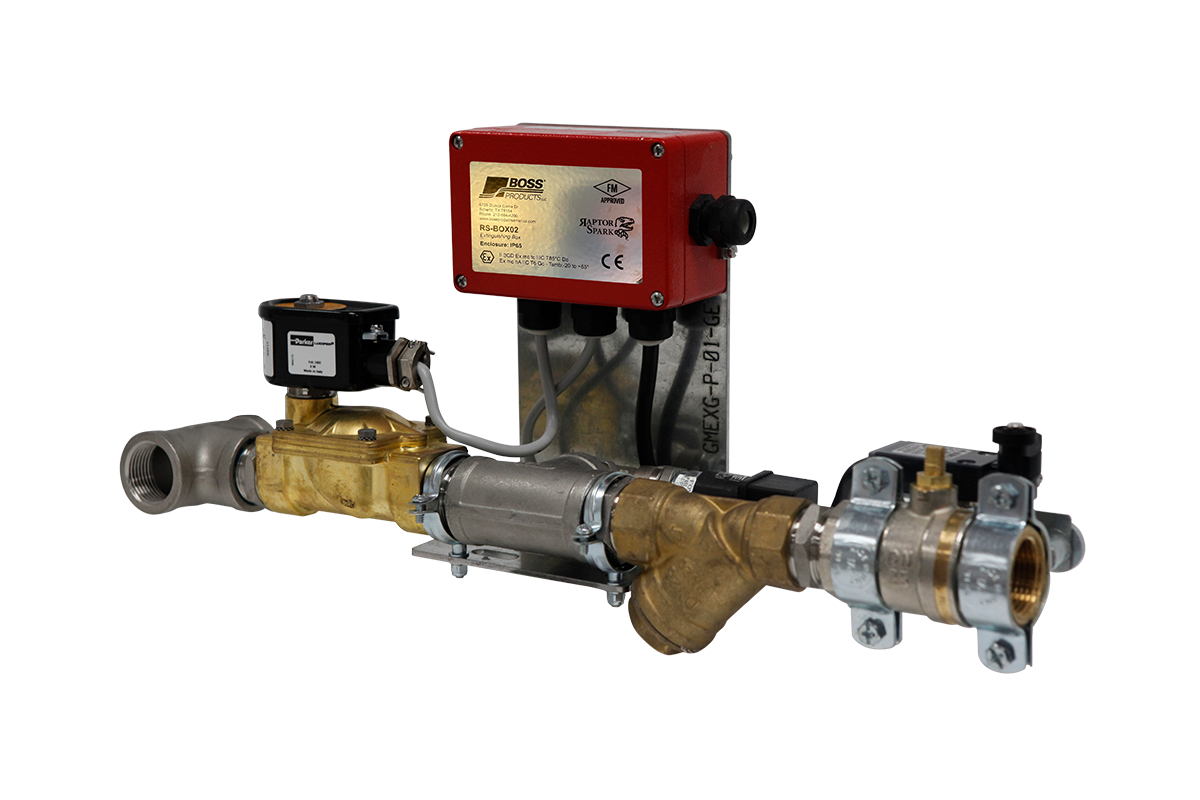
Raptor Spark® Extinguishing Assembly RS-EXT02
The Extinguishing Assembly RS-EXT02 is designed to work in conjunction with the RS-PCUSP1L control unit and RS-SD02 Spark Detectors.

Raptor Spark® Thermal Probe RS-TP02
The Thermal Probe RS-TP02, in addition with an alarm function, monitors temperature rise within a vessel using thermovelocimetric technology. It is designed to be used specifically for fire protection in dust collection systems.

Raptor Spark® Dust Probe RS-DP03
The Dust Probe RS-DP03 is a charge displacement probe that uses the principle of the displacement of the electric charge in the electrode. It signals the RS-PCUSP1L Control Unit when there is an increase in the concentration of dust levels which could potentially indicate the rupture or ineffective operation of dust filters and/or dust bags. The Dust Probe RS-DP03 is FM Approved and ATEX Certified.

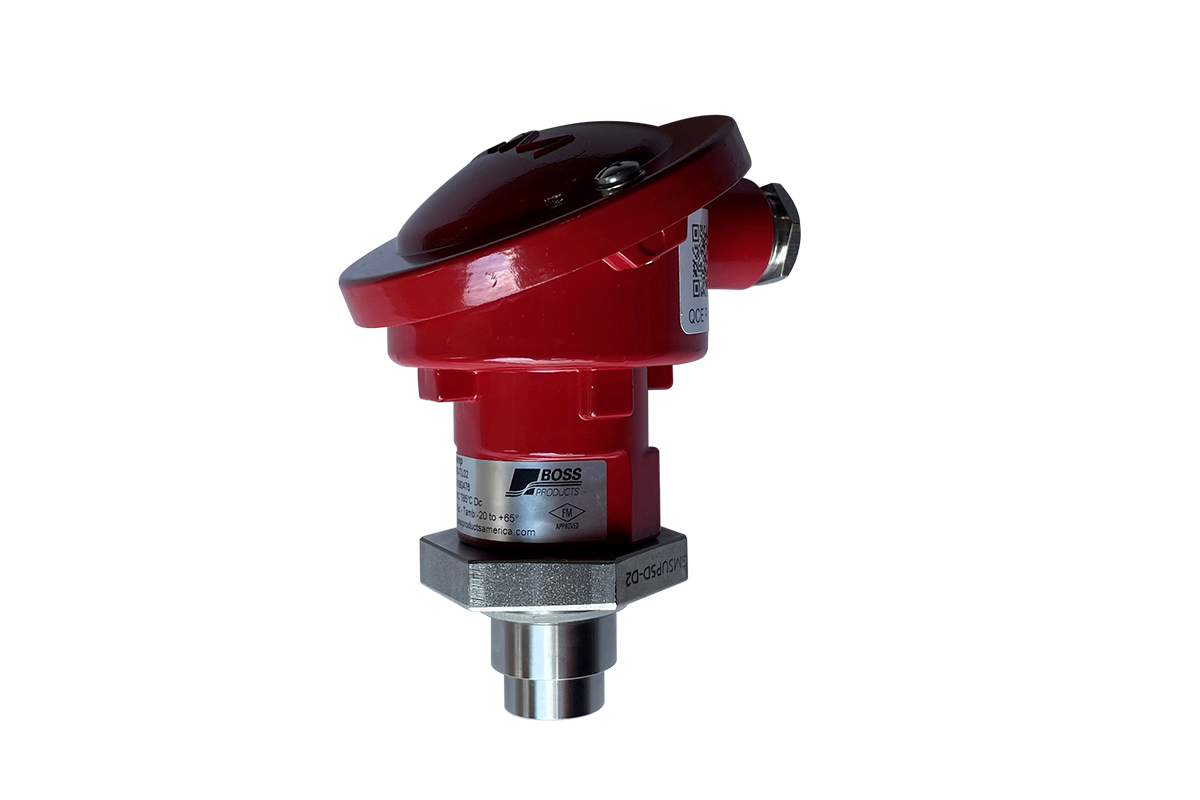
Raptor Spark® Spark Detector RS-SD02
The Spark Detector RS-SD02 is designed to work with the Control Unit RS-PCUSP1L. The Spark Detector uses advanced technology and circuit, sensitive to infrared light to detect sparks, flames, and incandescent material that passes in front of its optical element. The Spark Detector RS-SD02 is FM Approved and ATEX Certified.
Raptor Spark® Test Lamp RS-TL02
The Test Lamp RS-TL02 is designed to work in association with the Spark Detectors RS-SD02. The Test Lamp provides a function check to ensure the cleanliness of the Spark Detector lenses by emitting high infrared radiation into ducting or pneumatic conveying lines across from the spark detectors to simulate a spark or glowing ember in the line. The Test Lamp RS-TL02 is FM Approved and ATEX Certified.

Firebreak Shutter EM-FBS
The FireBreak Shutter is engineered to isolate fires and fire hazards in process ventilation and dust collecting applications. Ideal for applications ranging from wood dust, metal dust, oil mist and/or any other process that has a fire hazard. Preventative (active) and reactive (passive) solutions are available.

Water Pressure Booster Pump RS-CPR
The Water Pressure Booster Pump RS-CPR is designed to regulate water pressure going into the extinguishing unit.

Raptor Shield™ (Spark Trap)
The Thermal Probe RS-TP02, in addition with an alarm function, monitors temperature rise within a vessel using thermovelocimetric technology. It is designed to be used specifically for fire protection in dust collection systems.

Raptor Breath™ CO2 Fire Suppression System
The Raptor Breath CO2 Fire Suppression System has the capability to provide protection from class A, B, and C fires in dust collecting vessels up to 900ft³.

Raptor Gate™ Heavy Duty High Speed Abort Gate
The Raptor Gate Heavy Duty High Speed Abort Gate is an important part of any duct spark or leak detection system.
Customers also viewed: Dust Collector Spark Trap, Dust Collector Explosion Vent Panels, Dust Collector Explosion Isolation and Diversion Valves, and Grain Elevator Monitoring, and Fire and Explosion Mitigation.
![]()